Overview
Crossmuller used their extensive vision expertise to use the built-in vision tools on each camera to achieve a configuration that allowed the camera’s algorithms to be product size and orientation independent, thereby greatly simplifying the camera code required for the system and ensuring robust operation.
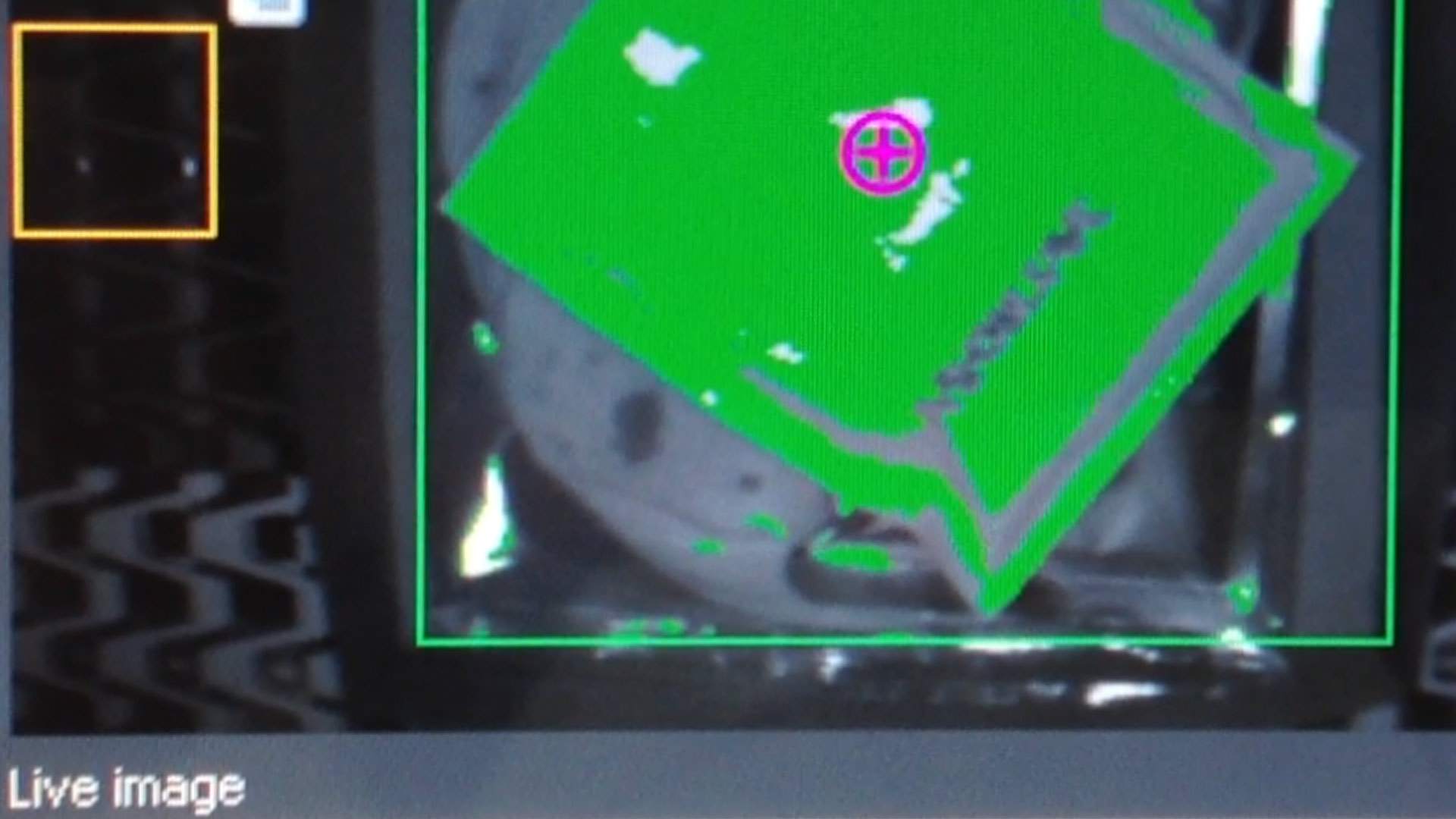
Crossmuller’s vision lighting expertise allowed the difficult, shiny silver sauce sachets with undulating surfaces to be handled effortlessly by the vision algorithms to ensure consistent sachet detection.