Overview
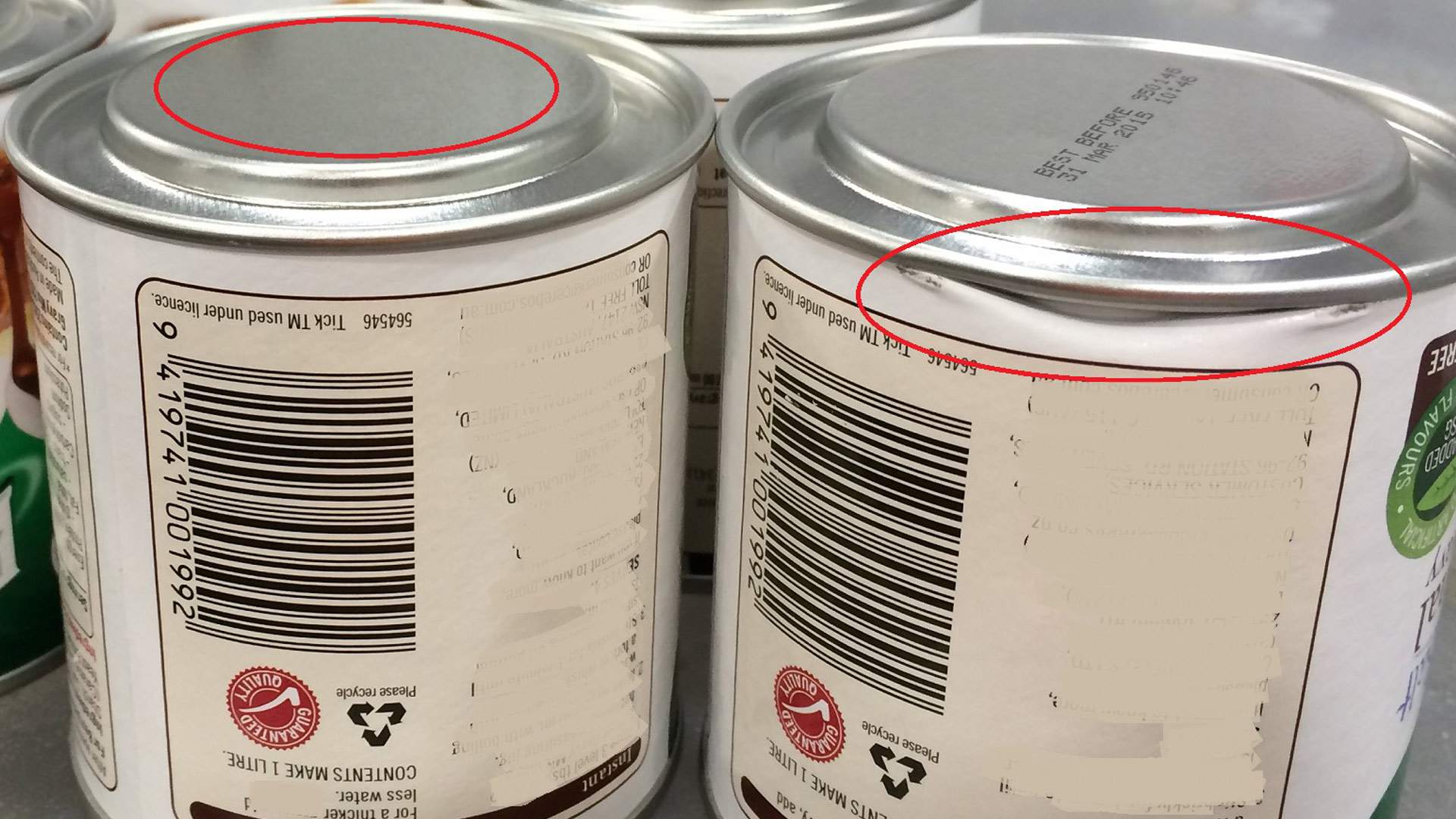
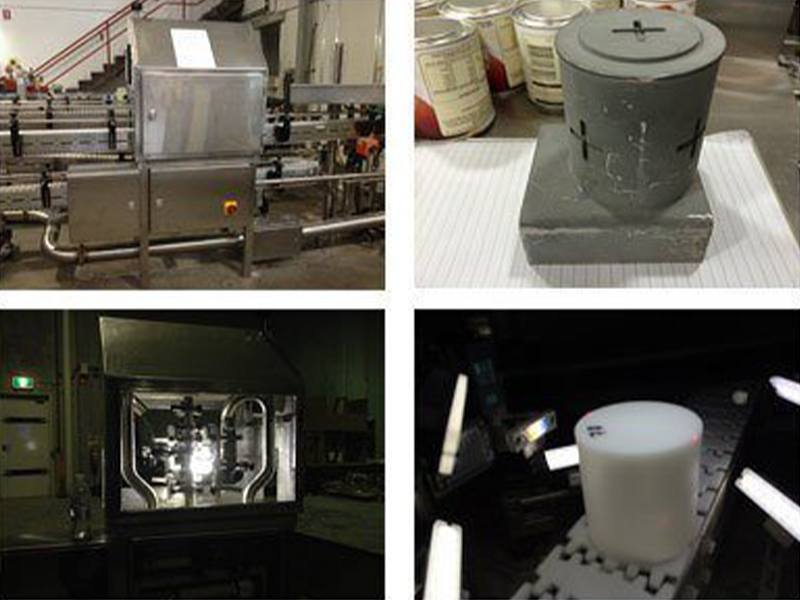
Crossmuller was tasked with developing a quality control vision solution for a leading Australian and New Zealand Food & Beverage manufacturer. The system was designed to detect defects on packaging cans and reject these defective cans from the line.